分切机分切薄膜是通过放卷机构将大卷膜材料释放出来,牵引并经过一组预先定位好的刀片,从而分切成符合客户要求宽度的材料,再通过收卷机构卷绕已得到成品膜卷。品质好的成品薄膜卷材规格精准,长度和宽度严格保证在较小的误差范围内。卷膜的纸管要求平整且平行度好,且宽度不小于分切宽度。分切后的薄膜卷材端面平直,没有皱纹或者缺陷。力普小编认为想要让分切机切好薄膜,我们需要做好以下几个方面。
选择合适的薄膜分切机刀片
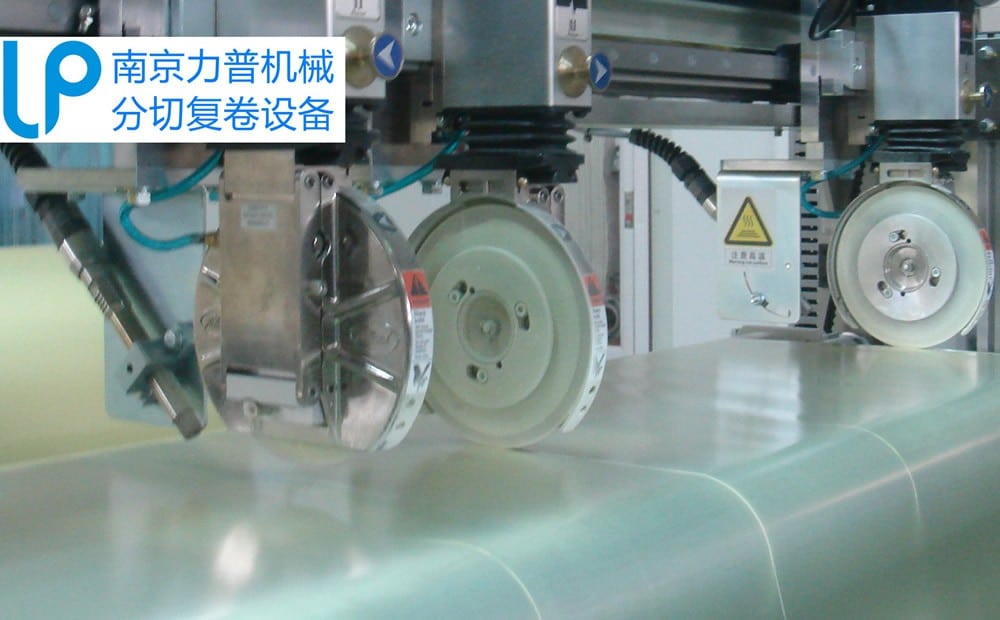
分切机刀片选择对于切好薄膜起到至关重要的作用。一般来说可以参考薄膜的厚度,20um以下的薄膜选用0.2mm方形刀片,20到34um的薄膜选用厚度0.4mm方形刀片,薄膜厚度在35u以上建议选用圆刀片。除了厚度之外,刀片的选用还应该结合考虑薄膜的性能和材质,并在实践中不断尝试以获得最佳的分切效果。薄膜分切机的刀片结构形式在“分切机切刀形式的介绍和选择”一文中有详细介绍,此处不再赘述。
日常使用时刀片应当保持锋利,在刀刃钝化或损坏都会造成材料浪费。根据刀片使用的实际磨损情况,设定一定的薄膜分切长度,提前更换。方刀片确认四个角都已使用磨损后,可以直接报废。圆刀片发现有缺口或者毛刺等状况停止使用,将刀片卸下研磨锋利后可继续使用。
根据薄膜类型选择合适的分切工艺
力普机械生产的分切机针对每一种薄膜性能以及规格采用合适的分切工艺,并量化为分切机的参数如张力,速度等指标。分切机速度过慢会影响生产效率,过快会影响分切质量,薄膜在高速运转过程中,很容易发生条纹,跑偏或者错层等质量问题,控制好合适的分切速度是提高薄膜良品率的重要手段。此外,控制好放卷,牵引,分切,收卷之间的相互张力,使薄膜基材始终处于稳定的张力状态,避免升速或降速过程中发生形变和位移。
薄膜的收卷方式主要表面收卷,中心收卷和中心-表面收卷。表面收卷方式张力来源于放卷张力,接触压力取决于卷材重量和收卷轴气压,可以收卷较大直径的卷材但不太适合容易拉伸材料比如PE。中心收卷通过收卷轴作用在膜卷上提供张力,通过改变力矩可以有效的控制张力曲线,不会产生接触压力。中心表面收卷的张力来自于卷轴中心和表面辊作用力,可以用较小的卷臂分切宽度和直径更大的膜卷,但由于接触压力很难精确控制,不适合分切较硬的材料如PVC。
分切薄膜出现问题的解决方法
分切机运转过程中,随着薄膜收卷直径增大,而张力慢慢变小时,此时应当降低衰减率以保持恒定张力。反之,随着收卷直径增大而张力慢慢变大时,此时应当提高衰减率。当膜卷直径增大,接触压力开始增大时,应当降低辊轴压力。膜卷的硬度取决于收卷时进入薄膜空气的多少,当膜卷偏软时应当增加收卷张力,偏硬时降低收卷张力。更多的常见问题在”薄膜分切中的质量问题“一文中详细说明,在此不再赘述。
此外,分切机在停机状态下的操作比如更换辊筒,调整刀具,更换膜卷,结膜处理等,也会影响到薄膜的质量。每一道工序处理不好都可能给下一道工序带来麻烦以及材料浪费。所以分切机怎样切好薄膜,是一个综合性的课题,需要在实践中不断总结经验,发挥出分切设备的最佳状态。
(本文为南京力普机械装备有限公司原创,转载请注明出处或相关链接,否则追究其法律责任。)

